Manufacturing Infomation
 Pricing: $0.95/cm3
Pricing: $0.95/cm3
 Minimum Cost:$22
Minimum Cost:$22
 Lead Time: 4 days
Lead Time: 4 days
1000 x 800 x 500
2 x 2 x 2
0.016
±0.2% (with a lower limit of ±0.2 mm)
Gallery





Suitable for:
Not Suitable for:
Colours Available
Translucent
Transparent
Colours Post Process
Additional Info
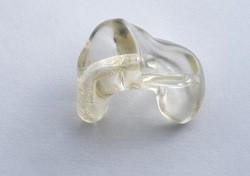
Translucent Fullcure720 lets designers form and fit test see-through parts and prototypes. The rigid PolyJet material is ideal for concept modeling and design verification of clear and tinted parts such as glass consumer products, eyewear, light covers and medical devices.
Fullcure720 is a translucent, multi-purpose PolyJet photopolymer for clear plastics simulation. It offers high dimensional stability and surface smoothness, and the ability to blend with other materials for a range of opacities, hues and hardnesses. Most often used for form and fit evaluation, Fullcure720 lets designers visualize the placement and interface of internal components and features.
Features
 Watertight
Watertight

 Foodsafe
Foodsafe

 Glue-able
Glue-able
 Recycleable
Recycleable
 Biocompatible
Biodegradable
Biocompatible
Biodegradable
 Additive Manufacturing
Additive Manufacturing
Design Rules

Min Supported Wall Thickness:0.6mm
A supported wall is one connected to other walls on two or more sides.

Min Unsupported Wall Thickness: 0.8mm
An unsupported wall is one connected to other walls on less than two sides.

Min Supported Wires:0.6mm
A wire is a feature whose length is greater than five times its width. A supported wire is connected to walls on both sides.

Min Unsupported Wires:0.8mm
A wire is a feature whose length is greater than five times its width. An unsupported wire is connected to walls on less than two sides.

Min Embossed Detail: 0.4mm
A detail is a feature whose length is less than twice its width.
The minimum detail is determined by the printer's resolution.When detail dimensions are below the minimum, the printer may not be able to accurately replicate them. Details that are too small can also be smoothed over in the polishing process.
To ensure details come out clearly, make them larger than the indicated minimum. We may refrain from printing products with details smaller than the minimum, since the final product will not be true to your design. If your product has details smaller than the minimum, try making them larger, removing them, or considering a material with finer detail.
The minimum detail is determined by the printer's resolution.When detail dimensions are below the minimum, the printer may not be able to accurately replicate them. Details that are too small can also be smoothed over in the polishing process.
To ensure details come out clearly, make them larger than the indicated minimum. We may refrain from printing products with details smaller than the minimum, since the final product will not be true to your design. If your product has details smaller than the minimum, try making them larger, removing them, or considering a material with finer detail.

Min Engraved Detail:0.4mm
A detail is a feature whose length is less than twice its width. Engraved or debossed details go into a surface.

Min Escape Holes:8mm

Min Clearance:0.4mm
Clearance is the space between any two parts, walls or wires.
To ensure a successful product, make the clearance between parts, walls, and wires greater than the indicated minimum. If your clearance is too small, try making the gap bigger, or consider fusing the parts or features if their independence is unnecessary. You can also try a material with a smaller minimum clearance.

Interlocking/moving or enclosed parts?Yes
Sometimes the interlocking/moving parts can't be printed, since the supports inside the cross section can't be removed.

Require Support Material?Yes
Because each layer needs to build off the last, for some material, angles of more than 45 degrees generally require supports to be printed along with the design. Supports are not inherently detrimental for your design, but they do add complexity to the printing process and lead to less smooth finish on overhanging parts.







